
К атегория:
Помощь рабочему-инструментальщику
Инструменты для контроля прямолинейности и плоскостности
Для контроля плоскостности и прямолинейности применяют поверочные линейки, плиты, плоские стеклянные пластины и различные устройства специального назначения.
Линейки типов ЛД, ЛТ и ЛЧ являются наиболее распространенными инструментами для контроля прямолинейности. Их называют лекальными линейками. Они бывают с двусторонним скосом, трехгранные и четырехгранные. Их изготовляют 0-го и 1-го классов точности из стали марки X или ШХ15 и термически обрабатывают до твердости HRC 58.
При проверке измерительных инструментов применяют линейки 0-го класса точности.
Прямолинейность поверхностей контролируют ли-неиками двумя способами: на просвет и на краску. При контроле на просвет линейку острым ребром наклады-ают на контролируемую поверхность, а источник света омещают сзади. При отсутствии отклонений от прямолинейности и плоскостности свет нигде не должен пробиваться. Линейное отклонение определяют на глаз или путем сравнения с образцом просвета. Минимальная ширина щели, улавливаемая глазом, составляет 3- 5 мкм.
Примеры контроля обработанных поверхностей лекальными линейками показаны на рис. 1, а - д.
При контроле методом на краску на поверочную плиту или линейку наносят тонкий слой разведенной в масле лазури или сажи, а затем накладывают на окрашенную поверхность проверяемую поверхность и слегка притирают к ней. Качество поверхности оценивают по равномерности нанесения пятен и их числу на площади размером 25X25 мм в нескольких местах. Разница в количестве пятен на соседних площадках должна быть не более двух-трех.

Рис. 1. Примеры контроля линейками.
Линейки типов ШП, ШД, ШМ и УТ с широкой рабочей плоскостью применяют для контроля прямолинейности и плоскостности деталей большого размера (400 мм и более). Их называют поверочными линейками.
Линейки ШП и ШД 0-го, 1-го и 2-го классов точности изготовляют из стали марки У7 с твердостью рабочей поверхности HRC50. Они блужат для контроля прямолинейности методом на просвет или с помощью Щупа.
Линейки типов ШМ и УТ тех же классов точности выполняют из серого чугуна СЧ18-36 или из высокопрочного ВЧ45-5 твердостью НВ 170…229. Предназначены они для контроля методом на краску.
Поверочные плиты применяют для проверки плоскостности методом на краску и для использования в качестве вспомогательного приспособления при различных контрольных операциях.
Поверочные плиты изготовляют пяти классов точности: 01-го, 0-го, 1-го, 2-го и 3-го. Рабочие поверхности плит для контроля методом на краску должны быть шаброваны и отличаться точной плоскостностью, что достигается шабрением методом трех плит. Поверочные плиты, предназначенные для иных целей, могут быть отшлифованы или притерты. Разметочные плиты могут быть изготовлены чистовым строганием. Их рабочая поверхность может быть разделена на прямоугольники неглубокими продольными и поперечными канавками.

Рис. 2. Проверочные плиты.
При контроле плоскостности и качества рабочих поверхностей шаброванных плит методом на краску число пятен в квадрате со стороной 25 мм должно быть: для плит классов 01 и 0 - не менее 30, класса 1 - не менее 25 и класса 2 - не менее 20.
Изготовляют плиты размерами от 250X250 мм до 4000X1600 мм из серого перлитного чугуна СЧ28-52 без твердых включений и пористости. Твердость рабочей поверхности должна составлять НВ 200…220.
При контроле методом на краску на рабочую поверхность плиты накладывают плиту (или деталь) с контролируемой поверхностью и слегка притирают. Плоскостность и прямолинейность оценивают по равномерности нанесения пятен и их числу на площади 25×25 мм в нескольких местах.
Плоские стеклянные пластины. Для измерения концевых мер длины и для контроля притираемости и плоскостности их измерительных поверхностей, а также поверхностей калибров и других инструментов применяют плоские стеклянные пластины.
В зависимости от назначения различают два типа пластин: – нижние (опорные), к которым притираются плоскопараллельные концевые меры длины при измерении их интерференционным методом. Эти пластины служат также для проверки притираемости и плоскостности измерительных поверхностей концевых мер, калибров и других инструментов. Они выпускаются диаметром 60, 80, 100, 120 мм и толщиной 20, 25 и 30 мм; – верхние для измерения плоскопараллельных концевых мер длины интерференционным методом.

Рис. 3. Плоские стеклянные пластинки.
Отклонения от плоскостности рабочих поверхностей не должны превышать 0,03-0,05 мкм для пластин 1-го и 0,1 мкм для пластин 2-го классов точности.
В соответствий со стандартом промышленность выпускает плоскопараллельные стеклянные пластины и наборы из них для проверки интерференционным методом плоскостности и взаимной параллельности измерительных поверхностей микрометров и рычажных скоб. Наборы состоят из четырех пластин диаметром 30, 40 и 50 мм. По толщине пластины отличаются друг ог Друга на 0,125 мм. Так, в наборе № 1 разряда 1 пластины имеют следующие размеры: 15,00; 15,12; 15,25 и 15,37 мм.
Сущность интерференционного метода контроля заключается в следующем. На контролируемую поверхность плотно накладывают плоскую стеклянную пластину и затем слегка приподнимают один ее край до образования угла менее Г. Между контролируемой поверхностью и пластиной создается тонкая воздушная прослойка в форме клина. Если на стеклянную пластину направить пучок световых лучей, то каждый луч, пройдя через пластину, отразится от ее нижней плоскости FH в точке А, а часть их преломится и упадет на контролируемую поверхность, отразится от нее и, преломившись в точке Ь, выйдет из клина. Луч, например, будет интерферировать с лучом, падающим в точку С. На поверхности будет наблюдаться ряд интерференционных полос. При дневном свете они окрашены в различные цвета, а если пользоваться однородным светом, пропуская его через зеленый или желтый светофильтр, то будет наблюдаться чередование черных полос с полосами, ярко окрашенными в ка-кой-либо определенный цвет.
Интерференционные полосы располагаются таким образом, что вдоль каждой из них расстояние от поверхности пластины до контролируемой поверхности будет одинаковым. Расстояние между двумя полосами соответствует изменению толщины воздушного клина на 0,25 мкм. Следовательно, изменение толщины воздушного клина между пластиной и контролируемой поверхностью на 1 мкм соответствует появлению четырех полос.
В тех случаях, когда контролируемая поверхность представляет собой точную плоскость (отклонение от плоскопараллельности около 0,25 мкм), в месте соприкосновения двух поверхностей наблюдаемые полосы будут прямыми и параллельными. В тех же случаях, когда контролируемая поверхность доведена до точности стеклянной пластины, интерференционные полосы исчезнут и будет наблюдаться равномерная окраска одного цвета. При контроле поверхностей, изготовленных с отклонениями, наблюдается искривление интерференционных полос. По характеру их искривления можно судить о выпуклости или вогнутости поверхности и легко определить величину этого отступления от плоскостности.

Рис. 4. Сущность интерференционного метода контроля.
Две контролируемые поверхности, имеющие выпуклость и вогнутость, показаны на рис. 4,б. Чтобы установить, имеется ли на поверхности выпуклость или вогнутость, нужно определить положение клина, а расширение его направлено в ту сторону, куда двигаются полосы при легком нажиме на стеклянную пластину. Если в сторону расширения клина направлена” выпуклость интерференционных полос, то поверхность выпуклая, если же - вогнутость, то поверхность вогнутая.
Величину искривления можно определить следующим образом. Если мысленно провести прямую, касающуюся полосы в середине, то можно увидеть, что края полосы смещены относительно середины на одну полосу, т. е. расстояние между поверхностями детали и пластины изменяется на 0,25 мкм. Следовательно, величина выпуклости составляет 0,25 мкм. Из рис. 4, в видно, что контролируемая поверхность имеет вогнутость в полполосы, т. е. 0,125 мкм.
Интерференционный способ применяется для контроля поверхностей размерами до 100X100 мм.
Проверку прямолинейности и плоскостности выполняют в основном линейками и поверочными плитами .
Проверка линейкой осуществляется сравнением поверяемой поверхности с образцовой методом «на просвет», а проверка с помощью плиты - методом «на краску» и определением величины зазора щупом. Достигаемая точность измерений - до 0,01 мм.
Линейки поверочные. ГОСТ 8026-75 предусматривает выпуск инструментальными заводами поверочных линеек семи типов (табл. 55).
Материалом для изготовления линеек ЛД, ЛТ и ЛЧ служит сталь марки X, HRC 58-61 (ГОСТ 5.1450-72); ШП, ШД - сталь У7, 50 или 60, HRC 50-53; ШМ, УТ -серый чугун СЧ 18-36 или ВЧ 45-5, НВ 170-229.
Отклонение углов между рабочими поверхностями линеек УТ не должно превышать ±5" у линеек 1-го класса и ±10" - у линеек 2-го класса.
У линеек ШМ и УТ рабочие поверхности должны быть шаброваны . Проверка их осуществляется на поверочной плите методом «на краску» с числом пятен в квадрате 25×25 мм не менее 30 для линеек класса 0; 25 - для линеек класса 1; 20 - для линеек класса 2.
Плиты поверочные и разметочные (технические требования по ГОСТ 10905-75). Стандартом предусмотрены плиты чугунные размером до 4000×1600 мм, изготовленные с шаброванной и нешаброванной рабочей поверхностью классов точности - 0, 1, 2 и 3.
55. Основные размеры и классы точности линеек поверочных



Плиты классов 2 и 3 относят обычно к категории разметочных, рабочие поверхности этих плит могут быть разделены на прямоугольники продольными и поперечными неглубокими канавками.
Материалом плит служит серый чугун марки не ниже СЧ 18-36, НВ 170-230.
В табл. 56 приведены данные о размерах плит и требования к их точности.
У плит, предназначенных для работы по методу «на краску», рабочие поверхности должны быть шаброваны с числом пятен в квадрате 25X25 мм не менее 30 для плит класса 0; 25 - для плит класса 1; 20 - для плит класса 2.
56. Размеры и классы точности плит поверочных и разметочных


Плиты всех размеров и классов точности после отливки и механической обработки подвергают старению.
Работоспособность соприкасающихся между собой поверхностей деталей машин в значительной степени определяется не только заданными размерами, но и отклонением от прямолинейности и плоскостности.
При измерении плоскостности определяют, насколько отклоняется поверхность обработанной детали от идеальной плоскости.
Наиболее распространенными средствами измерений прямолинейности являются проверочные линейки (ГОСТ 8026-64), которые подразделяются на следующие типы:
- Лекальные линейки: с двухсторонним скосом (ЛД), трехгранные (ЛТ), четырехгранные (ЛЧ).
- Линейки с широкой рабочей поверхностью: прямоугольного сечения (ШП), двутаврового сечения (ШД), мостики (ШМ).
- Линейки угловые: трехгранные клинья (УТ).
(рис. 64,а) с двухсторонним скосом (ЛД) изготовляются из инструментальной легированной стали с высокой точностью и имеют тонкие рабочие поверхности, называемые ребрами или лезвиями с радиусом закругления не более 0,1-0,2 мм, благодаря чему можно весьма точно определять отклонения от прямолинейности.
Рис. 64. Лекальные линейки:
а - с двухсторонним скосом, б - с широкой рабочей поверхностью - мостик (ШМ), в - трехгранная угловая - клин (УТ)
ГОСТ 8026-64 предусматривает два класса точности линеек: 0 и 1-й, причем 0-й класс более точный.
Проверка лекальной линейкой производится методом световой щели. На проверяемую поверхность накладывают острым ребром линейку и держат ее вертикально строго на уровне глаз, наблюдая за просветом между линейкой и поверхностью в разных местах по длине линейки. Наличие просвета между линейкой и деталью свидетельствует об отклонении от прямолинейности. При достаточном навыке такой способ контроля позволяет уловить просвет от 0,003 до 0,005 мм.
Линейки с широкой рабочей поверхностью - мостики ШМ (рис. 64,б) по ГОСТ 8026-64 изготовляются длиной 400; 630; 1000; 1600; 2500; 4000 мм, 0, 1 и 2-го классов точности. Они применяются для проверки плоскостности методом линейных отношений и «на краску». Первый метод заключается в определении зазора между рабочим ребром линейки и проверяемой плоскостью. При помощи тонких пластинок щупа или папиросной бумаги, полоски которой толщиной не более 0,02 мм подкладывают под линейку равномерно в нескольких местах, измеряют величину зазора.
Большую точность дает проверка на краску. Рабочую поверхность линейки равномерно покрывают тонким слоем краски (сажа, сурик) и затем ее плавно без нажима перемещают двумя, тремя круговыми движениями по проверяемой поверхности, после чего линейку осторожно снимают и по расположению и количеству пятен на поверхности судят о прямолинейности изделия. При идеальной плоскостности поверхность детали покрывается краской равномерно. Однако любая поверхность имеет чередующиеся выступы и впадины, а следовательно, краска ложится на выступающие части.
Трехгранные угловые линейки - клинья (УТ) служат для проверки на краску плоскостей, находящихся под углом друг к другу, и часто применяются при ремонте машин.
Трехгранные угловые линейки (рис. 64. в) по ГОСТ 8026-64 делаются с рабочими углами 45; 55 и 60° и длиной 250; 500; 750; 1000 мм, четырехгранные - длиной 630 и 1000 мм. Проверка этими линейками производится на краску.
Вертикальность и горизонтальность поверхности обычно измеряются отвесом или уровнем. При измерении отвесом или уровнем нужно, чтобы измеряемые детали и средства измерения находились в покое.
Уровни предназначены для проверки горизонтального и вертикального положения поверхностей элементов машин при монтаже.
Брусковые уровни (рис. 65) применяют для контроля отклонений от горизонтального положения поверхностей. Металлический корпус уровня имеет длину 100; 150; 200 (250) и 500 мм, внутри его помещена стеклянная продольная трубка - ампула 2 и установочная (поперечная) ампула 3. В ампулы заливают этиловый эфир или этиловый спирт с таким расчетом, чтобы образовался пузырек. На ампуле 2 нанесена шкала.

Рис. 65. Брусковый уровень:
При цене деления шкалы основной ампулы 2 перемещение пузырька на одно деление свидетельствует о разности уровней этих точек, равной 0,02 мм. Под ценой деления уровня понимается наклон его, соответствующий перемещению пузырька основной ампулы на одно деление шкалы, выраженное в мм на 1 м.
При пользовании уровень накладывают на проверяемую поверхность и, передвигая его в продольном и поперечном направлениях, определяют по шкале ампулы 2 величину отклонения от горизонтального положения.
Рамные уровни (рис. 66) предназначены для контроля горизонтального и вертикального положения поверхностей.

Рис. 66. Рамный уровень:
1 - корпус, 2 - продольная ампула, 3 - поперечная ампула
Длина рабочей поверхности рамных уровней 100; 150; 200 и 300 мм.
Рамный уровень состоит из корпуса 1, основной (продольной) 2 и установочной 3 (поперечной) ампул. По основной шкале определяют величину и направление отклонения.
Точность уровня определяют на проверочной плите. Пузырек основной ампулы должен показывать одинаковое положение при
Для контроля отклонений формы от плоскостности и прямолинейности применяют поверочные линейки, поверочные и разметочные плиты и уровни.
Поверочные линейки бывают лекальные, с широкой рабочей поверхностью и угловые. Лекальные линейки обладают наиболее высокой точностью п имеют различное поперечное сечение с числом рабочих граней от 1 до 4 и длиной 25…500 мм. Линейки с одной гранью служат для определения отклонений от прямолинейности на просвет. Отсутствие световой щели между деталью и линейкой подтверждает прямолинейность образующей, а наличие световой щели указывает на отклонение от прямолинейности (при известном навыке можно оценить на глаз отступления от прямолинейности в 1…2 мкм).
Для проверки отклонения от плоскостности могут применяться лекальные линейки как с одной гранью, так и с тремя или четырьмя гранями. Линейка с одной гранью прикладывается к проверяемой плоскости в разных местах и в разных направлениях. Результат оценивают по размеру световой щели. С помощью трехгранных и четырехгранных линеек плоскость проверяют на краску. Для этой цели рабочие грани линеек покрывают тонким слоем специальной краски (синьки), затем линейкой водят по проверяемой плоскости, в результате чего краска с линейки переходит на проверяемую плоскость. Из-за отдельных неровностей плоскости она покрывается краской не сплошь, а пятнами различной интенсивности. Выступающие части плоскости покрываются краской сильнее, чем впадины. Последующим шабрением или шлифованием выступов добиваются равномерного распределения краски по всей плоскости.
Линейки с широкой рабочей поверхностью применяют для проверки больших плоскостей или плоскостей с большими промежутками или выемками. Эти линейки могут достигать длины 6 м.
Для сохранения прямолинейности линейки должны быть достаточно жесткими, потому и приходится придавать им форму жестких балок п даже рам.
Угловые линейки применяют для проверки плоскостей, расположенных под некоторым углом друг к другу. Длина линеек с трёхгранным или трапецеидальным сечением 250… 1000 мм. Для удобства пользования линейки имеют на торце рукоятки.
Поверочные плиты предназначены для проверки отклонений от плоскостности. Кроме того, их используют в качестве базовых поверхностей для установки на них миниметров, оптиметров, синусных линеек центровых бабок, призм и других измерительных приспособлений. Поверочные плиты изготовляют десяти размеров - от 100×200 до 1000×1500 мм (для специальных целей изготовляют плиты размером 3200×5000 мм). По точности рабочей поверхности плиты подразделяют на четыре класса. Плиты 0, 1 и 2-го классов являются поверочными, а 3-го класса - разметочными. Рабочая поверхность плит, предназначенных для проверки на краску, должна быть пришабрена, а для более точных проверок притерта; поверхность разметочных плит может быть строганой.
Уровни - это измерительные устройства, позволяющие определять положение той или иной плоскости относительно горизонта и измерять небольшие уклоны и углы. Уровень представляет собой запаянную стеклянную трубку - ампулу со шкалой, внутренняя поверхность которой имеет вогнутость с определенным радиусом кривизны. Т рубка заполнена эфиром так, что только небольшой объем паров эфира в виде пузырька занимает наивысшую точку. Слесарный уровень имеет корпус с плоским нижним основанием, в котором помещена ампула.
Для проверки положения вертикальных поверхностей применяют рамный уровень, у которого боковая грань перпендикулярна основанию с вмонтированной в него ампулой. Правильность положения основания уровня в поперечном направлении контролируется второй ампулой меньшей точности. При небольшом наклоне ампулы, а вместе с ней и всего уровня пузырек внутри уровня смещается относительно шкалы. При смещении пузырька на интервал деления, равный 2 мм, угол наклона уровня (цена деления) равен 2″.
Для контроля отклонений от круглости (овальность н огранка) и профиля продольного сечения (конусообразность, бочкообразность, седлообразность и изогнутость) применяют в основном универсальный измерительный инструмент. Так, овальность детали (рис. 49, а) измеряется индикатором на обычной стойке или с помощью скобы; при этом деталь поворачивается на один-два оборота, после чего вычисляется разница между наибольшим и наименьшим показаниями индикатора.
При контроле огранки (рис. 49, б) базой измерения является призма с углом 90°, которая при наиболее часто встречающихся огранках (с тремя и пятью гранями) дает удвоенное значение огранки.
Бочкообразность (рис. 49, в), седлообразность (рис. 49, г) и изогнутость (рис. 49, д) проверяют измерением детали в трех сечениях вдоль оси.
Контроль конусообразности (рис. 49, е) осуществляют обычными средствами, измеряя диаметры в двух сечениях, расположенных на концах детали.

При контроле расположения поверхностей основными видами измерений являются: контроль расстояний между осями отверстия, контроль перпендикулярности осей отверстий и плоскостей, контроль перпендикулярности цилиндрических поверхностей или цилиндрической поверхностей.

В единичном и мелкосерийном производстве основным средством измерений взаимного расположения поверхностей является универсальный измерительный инструмент. В крупносерийном и массовом производстве применяют специальные устройства со шкальными приборами. Основными средствами измерений расстояний между осями отверстий являются калибры-пробки и калибры-скобы. Контроль перпендикулярности осей отверстий и плоскостей производят с помощью угольников, а контроль взаимной перпендикулярности осей двух отверстий или перпендикулярности оси отверстия торцу - специальными калибрами-шаблонами. Контроль соосности отверстий обычно осуществляют жесткими скалками, а при разности диаметров - ступенчатыми скалками. В табл. 8 приведены методы измерений и схемы приспособлений для контроля расположения поверхностей .
Результаты измерения углов проходного резца
ЛАБОРАТОРНАЯ РАБОТА №6
1. Цель работы:
Изучить устройства и правила пользования средств измерения прямолинейности, плоскостности, горизонтальности и шероховатости поверхности.
2. Регламент работы: 1 час 20 минут.
3. Оборудование рабочего места:
3.1 Методические указания по данной работе
3.2 Плакаты
3.3 Линейки, уровни, плиты, головка блока, гильзы, пальцы, краска, кисть, образцы.
4. Теоретическая часть:
Точность геометрических параметров деталей, характеризуется точностью не только размеров её элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку и т. д.
Форма плоских поверхностей характеризуется прямолинейностью и плоскостностью.
Отклонение от прямолинейности ∆ наибольшее расстояние от точек реального профиля 2 до прилегающей прямой 1 в пределах нормируемого участка (рис. 6.1, а. б.). Отклонение от плоскостности – наибольшее расстояние от точек реальной поверхности 2 до прилегающей поверхности 1 в пределах нор -
мируемого участка (рис. 6.1. в.). Частными видами отклонения от прямолинейности и плоскостности являются выпуклость (рис. 6.1. а.), при которой отклонения уменьшаются от краёв к середине и вогнутость (рис. 6.1 б.) – характер отклонений обратный.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины.
Под горизонтальностью понимается – положение проверяемой плоскости относительно горизонта.
По значению отклонений плоские поверхности делят на 16 степеней точности в соответствии с установленными допусками плоскостности и прямолинейности в пределах нормируемого участка. С увеличением степени точности размер допуска увеличивается.
 |
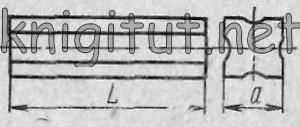
Измерение прямолинейности производится поверочными линейками (ГОСТ 8026-64) типов ЛД, лекальные с двухсторонним скосом, ЛТ – лекальные трёхгранные, ЛЧ – лекальные четырёхгранные (рис. 6.2.) «на просвет» и линейками типов ШП, ШД и ШМ – методом линейных отклонений. (ШП – с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ – с широкой рабочей поверхностью, мостики).Проверка плоскостности производится поверочными линейками типов ШП, ШД и УТ – угловые трёхгранные, «на краску» и методом линейных отклонений («от плиты»).
1) Лекальные линейки бывают четырёх типов: с односторонним скосом длиной от 75 до 125 мм, с двухсторонним скосом от 175 до 225 мм, трёхгранные длиной 300 и 400 мм и четырёхгранные длиной 500 мм. Лекальные линей-
ки делятся на два класса 0 и 1.
2) Линейки с широкой рабочей поверхностью делятся на четыре типа: стальные прямоугольного сечения от 500 до 2000 мм и чугунные мостики от 500x4 до 4000x100 мм.
В ремонтном производстве распространены линейки размером не более 1000 мм. линейки подразделяют на три класса: 1, 2 и 3.
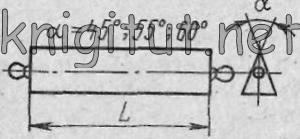
Угловые линейки служат для одновременного контроля плоскостности и угла между двумя пересекающими поверхностями (например, при контроле «ласточкина хвоста»). Эти линейки от 250 до 1000 мм применяются для проверки «на краску».
Угловые линейки имеют трёхгранное сечение и две шаброванные плоскости, образующие рабочий угол.
Плиты . Поверочная плита является основным средством проверки плоскостности поверхности «на краску». Плиты изготавливают из чугуна размерами от 100x200 до 1000x1500 мм четырёх классов: 0, 1, 2 и 3. 0, 1, 2 классы относятся к поверочным плитам, а 3 класса – к разметочным. Рабочая поверхность повероч ных плит, предназначенная для проверки «на краску» должна быть шаброванной или чисто шлифованной, а разметочная – строганной. Плиты проверяют также «на краску». К 0 и 1 классам относятся плиты, у которых число пятен со стороной 25 мм – не менее 25, у плит 2 класса – не менее 20, а у плит 3 класса – не менее 12. Плиты на своей поверхности не должны иметь коррозийных пятен или раковин. Поверочные плиты используют в качестве базы для различных контрольных операций с применением универсальных средств измерения (рейсмусов, индикаторных стоек и т.д.).
Для контроля горизонтального, вертикального положения плоскостей различных деталей, а также для проверки прямолинейности и плоскостности длинных поверхностей применяют уровни. Они также применяются при монтаже оборудования и для проверки точности станков.
В практике измерения наиболее распространены уровни брусковые (слесарные) и рамные ГОСТ 9392-60 (рис.6.3 а,б). Брусковые и рамные уровни имеют корпус 1 с измерительными поверхностями 4, основную ампулу 2 и установочную ампулу 3. Уровень устанавливают на проверяемой поверхности с помощью ампулы 3 так, чтобы ампула 2 находилась в горизонтальной плоскости. По ампуле 2 измеряют отклонение поверхности от горизонтальности и вертикальности (только рамным уровнем). Ампула уровней (рис. 6.4) представляет собой цилиндрическую трубку, заполненную эфиром так, что внутри трубки остаётся пузырёк воздуха, насыщенный парами эфира. Внутренняя поверхность ампулы имеет бочкообразную форму, поэтому при горизонтальном расположении уровня пузырёк занимает верхнее положение.
На наружной поверхности ампулы нанесена шкала с интервалом делении 2 мм. при наклоне пузырёк перемещается относительно нейтрального положения (пульпункта) пропорционального угла наклона. По шкалам ампулы изме-
 ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
Можно пользоваться формулой: Еº = 200 Ƭ· n, где Ƭ – цена деления в (мм-м), а n – число делении, на которое сместится пузырёк.
Предел допускаемой погрешности рамных и брусковых уровней при установке их основанием на горизонтальную плоскость или на горизонтально расположенный цилиндр, а также при установке рамного уровня (любой из его вертикальных рабочих поверхностей по вертикальной плоскости или вертикальному цилиндру) равен отклонению основной ампулы от среднего (нулевого) положения на 1-4 деления.
 При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
Оптические квадранты – приборы, в которых угломер соединён с уровнем. Они предназначены для измерения углов наклона плоских и цилиндрических поверхностей различных изделий.
Шероховатость поверхности –совокупность неровностей поверхности с относительно малыми шагами образующих рельеф поверхности детали выделенная на базовой длине ℓ.
Шероховатость поверхности изделия оценивают сличением ее с образцами шероховатости.
Для этой цели обычно используют образцы плоской или цилиндрической
рабочей поверхностью. Их изготавливают из стали, чугуна, латуни и других материалов, обрабатывая с различной шероховатостью поверхности. Образцы из одного и того же материала и одного и того же вида обработки монтируют в специальной металлической рамке. Рамки комплектуют в набор, причем для каждого материала и вида обработки подбирают образцы разных классов точности, которые могут получиться при данном виде обработки.
Сравнение поверхностей изделия и образцов обычно производят путём осмотра или на ощупь, проводя ногтем поперёк следов обработки. Контроль на ощупь имеет некоторое преимущество перед осмотром на глаз. Оба способа в состоянии обеспечить надёжную оценку в границах 3-5 классов шероховатости. Точность сравнения может быть повышена до 8 класса шероховатости, если применить лупу 4-6 кратного увеличения.
Контактные измерения шероховатости выполняются непрерывным ощупыванием поверхности изделия – при помощи профилометра (за счет перемещения алмазной иглы).
5. Порядок выполнения работы.
5.1 Проверка прямолинейности по методу световой щели (на просвет) или по методу следа.
 |
При проверке «на просвет» (методом световой щели) для сравнения используют образец просвета (рис. 6,5). Лезвие линейки накладывают на поверхность проверяемую в нужном направлении. По световой щели между рабочим ребром и объектом судят о размере отклонений от прямолинейности.
Для повышения точности наблюдений необходимо создать достаточно яркое и равномерное освещение щели с другой стороны линейки. Образец просвета выполняется из микронного набора концевых мер, доведенного бруска с широкой рабочей поверхностью и лекальной линейки. На брусок устанавливают две одинаковые меры (по краям), а между ними располагают концевые меры таких размеров, чтобы создавалась щель с увеличением просвета 1, 2, 3 и т.д. мкм до необходимого наибольшего просвета. Погрешность измерения при-
мерно 1-3 мкм.
При проверке методом следа рабочее ребро линейки проводят по чистой доведённой поверхности изделия. После этого на поверхности контролируемого изделия остаётся тонкий световой след. Если поверхность имеет неплоскостность, то след будет прерывистым. При проверке плоскости необходимо устанавливать лекальную линейку последовательно в нескольких положениях и определять отклонения от прямолинейности в каждом направлении.
5.2 При измерении по методу линейных отклонений линейку укладывают на две одинаковые опоры, расположенные на проверяемой поверхности и определяют расстояния от линейки до поверхности с помощью щупов концевых мер длины или специального прибора с измерительной головкой. Опоры располагают на расстоянии 0,21 длины линейки от её концов.
При измерении методом «на краску» рабочую поверхность линейки покрывают тонким слоем краски. Затем линейку накладывают на проверяемую поверхность. Линейке сообщают продольное перемещение и определяют плоскостность по расположению пятен. Так как проверяемая поверхность практически состоит из возвышенностей и впадин, то на возвышенностях тоже остаётся краска. При хорошей плоскостности изделия пятна располагаются равномерно по всей поверхности. Следовательно, количество пятен на заданной площади будет достаточно точно характеризовать плоскостность. За расчетную площадь, на которой рассматривают характер распределения пятен, принимают квадрат со стороной 25 мм.
Для металлообрабатывающих станков на указанном квадрате допускается не менее 9 пятен, для плит и приспособлений – 16, для контрольных плит и точных станков – 25, для измерительных приборов 30 пятен.
Число пятен для различных поверхностей приведены в таблице 6.1.